
Alcoholic acidity of maize/corn is a key quality parameter used to assess the freshness and storage stability of maize grains. During spoilage or fermentation, organic acids accumulate, increasing acidity. By extracting these acids with alcohol and titrating them, alcoholic acidity helps determine whether the maize is fit for food, feed, and industrial processing.
Chemical & Apparatus Used:
- Burette (50 ml capacity)– For titration with standardized NaOH solution.
- Analytical Balance– Used to measure sample. We use 4 digit balance for this testing
- Conical Flask (100 ml)-To hold the sample–solvent mixture during titration.
- Filter paper– Separates insoluble residues from the solution.
- Standard NaOH Solution (0.02 N)– Titrant used to neutralize the acidity in the maize.To prepare 0.02 N NaOH Solution add 0.8 gm NaOH in 1000 ml distilled water.Standardization process described previously
- Phenolphthalein indicator– Shows the endpoint of titration with a faint pink color.Preparation described previously
- Ethyl alcohol – Acts as solvent to dissolve the sample acidity and allow titration.Here we have used all the following chemicals/reagents of Researchlab company. You can use the same company or any other companies.
- Distilled Water – To prepare standard solution.The conductivity of distilled water should be <5 μS/cm to prevent contamination
Procedure:
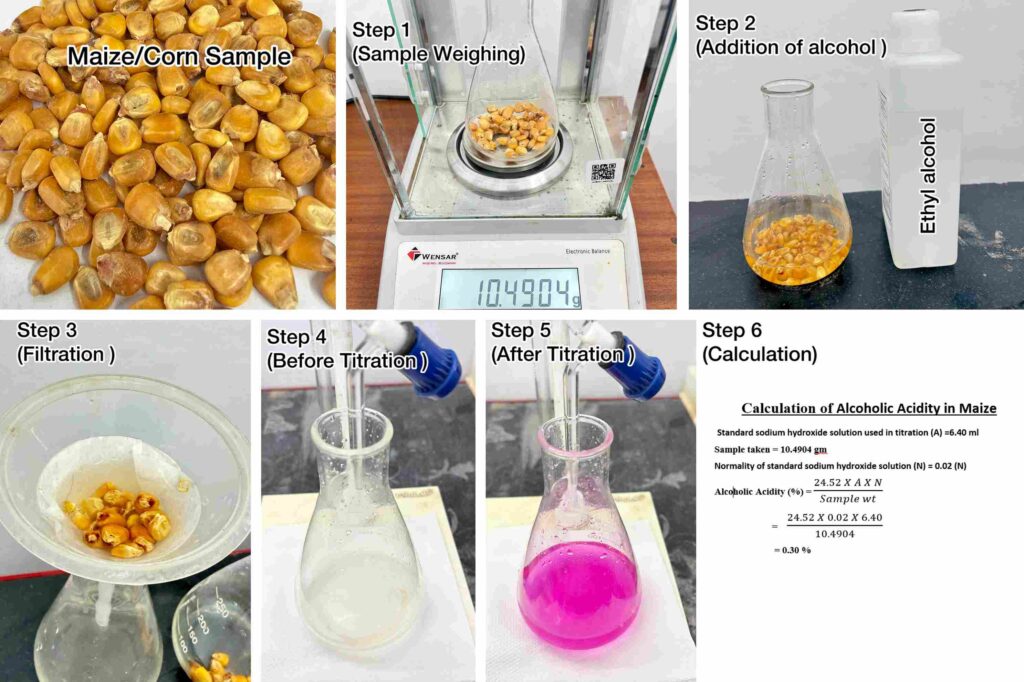
| Step-1 | Weigh 10 gm sample in a conical flask. |
| Step- 2 | Add 50 ml ethyl alcohol. Keep this overnight. |
| Step- 3 | Filter using Add 2 drops of phenolphthalein indicator .Titrate with standardized NaOH solution until a faint pink color persists. |
| Step – 4 | Calculate using this formula. Alcoholic Acidity (%) = 24.52 X A X N /wt of sample A = volume in ml of standard sodium hydroxide solution used in titration N = normality of standard sodium hydroxide solution M = mass in g of the material taken for the test |
Purpose of Alcoholic Acidity Testing:
- To evaluate the freshness of maize grains during storage.
- To identify early signs of mold growth, insect damage, or biochemical spoilage.
- To check for fermentation activity caused by moisture or poor storage conditions.
- To ensure maize is fit for human consumption, animal feed, or further processing.
- To prevent the use of maize that may affect taste, safety, or nutritional quality.
- To maintain quality consistency in industries like starch production, ethanol plants, and feed mills.
- To monitor post-harvest handling efficiency and detect improper drying or storage.
Handling Mistakes While Testing Alcoholic Acidity of Maize:
- Using expired or unstandardized NaOH, leading to incorrect titration values.
- Adding too much phenolphthalein indicator, affecting the endpoint colour.
- Filtering improperly, leaving suspended particles that interfere during titration.
- Using incorrect sample weight, affecting calculation accuracy.
- Keep all glassware clean and dry to avoid contamination.
- Repeat the test at least thrice for accuracy.
Conclusion:
Alcoholic acidity testing of Maize/Maize Atta/Maize Maida/Maize Suji is a reliable indicator of grain quality, freshness, and storage stability. By measuring the organic acids extracted in alcohol, this test helps detect early spoilage, fermentation, or mold activity. Low alcoholic acidity signifies good-quality maize suitable for food, feed, and industrial processing, while high acidity alerts to deterioration and the need for proper handling.To perform alcoholic acidity test at a manufacturing company or laboratory should ensure by following standard procedures mentioned above to accurately determine the alcoholic acidity and assess the quality of the maize with availability of the apparatus & chemicals and also the above real-time photo attachment will help to understand the testing process completely. In addition, if expert guidance is needed ,please reach out to Pro Research & Testing Laboratory.
FAQs on Alcoholic Acidity of Maize:
1.What is alcoholic acidity in maize?
It is the amount of organic acids extracted from maize using alcohol and measured by titration with NaOH.
2.Why is alcoholic acidity important?
It helps determine the freshness, quality, and storage condition of maize and detects early spoilage.
3.What causes high alcoholic acidity in maize?
Moisture, fungal growth, insect damage, fermentation, and poor storage conditions.
4. What does high alcoholic acidity indicate?
It indicates deterioration, fermentation, or mold activity and that the maize may be unsuitable for consumption or processing.
5. What solvent is used for the extraction?
Ethanol (usually 95% or as per method) is used to extract organic acids.
6. Can improper storage increase alcoholic acidity?
Yes. High moisture and poor ventilation encourage spoilage and raise acidity.
7. What industries use this test?
Food processing, feed mills, ethanol plants, starch industries, and grain procurement centers
8.Can we determine alcoholic acidity for other products by this method?
Yes,we can determine alcoholic acid for different products like bakery products,atta,maida,etc or you can reach out to Pro Research & Testing Laboratory for advance testing.
How We Verified This Testing/Research Procedure :
This testing is done under qualified analysts in our lab.Continually monitored by expertise.Repeatedly testing is always done to get accurate result.
Written by
Riya Ghosh (M.Sc. Food Technology, MAKAUT)
Designation – Chemist

Reviewed by
Anwesha Das (M.Sc Microbiology,BU)
Designation – Microbiologist
Verified By
Dr. Jyotirmoy Kumar Dey (Phd,Chemistry)
Designation – Senior/Chief Chemist
Experience – 25 Years +